Màquines de soldadura per inversors
Una de les maneres més duradores i hermètiques d’unir les parts metàl·liques és la soldadura elèctrica per arc. Aquest mètode s’utilitza activament durant més de cent anys. Consisteix a fondre les vores dels elements soldats i omplir els buits entre ells amb el metall líquid de l'elèctrode de soldadura sota l'acció d'un corrent elèctric. Al principi, es van utilitzar transformadors de potència voluminosos per reduir la tensió de xarxa als 50-60 volts requerits. Ara utilitza sovint la màquina de soldadura inversora, que té un dispositiu modern i àmplies capacitats tècniques.
El contingut
El principi de funcionament de l'inversor de soldadura
La principal diferència de la màquina de soldadura de tipus inversor és una cadena de transformacions més complexa que un corrent elèctric alternador estàndard sofreix a una freqüència de 50 Hz i una tensió de 220 volts abans que s'apliqui a l'elèctrode. En primer lloc, redueix i suavitza quan passa un filtre especial. Després, l'obertura i el tancament ràpids dels transistors la converteixen en corrent altern amb una oscil·lació que arriba a desenes de kHz. Només després d’aquesta etapa el corrent es transforma a la necessària 100-200A amb una tensió de 50 a 60 V per a la soldadura. Treballa a la sortida rectificador d'alta freqüència, aconseguint el pas de la corrent directa necessària per als tipus de soldadura més d'alta qualitat.
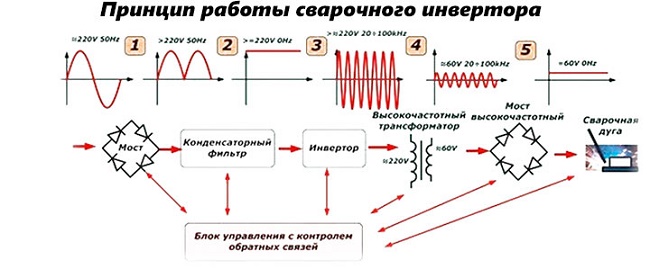
El control i ajust dels valors de sortida dels paràmetres de funcionament de l'inversor de soldadura es realitza mitjançant la unitat de control del transistor. Forma les característiques òptimes del corrent que flueix cap a l'elèctrode, que són necessàries per a tots els tipus i modes de soldadura.
La principal diferència entre el transformador de soldadura i l'inversor és la conversió de corrents de baixa freqüència pel transformador de potència, que es realitza només en dispositius de grans dimensions, mentre que els equips d'alta freqüència de l'inversor es caracteritzen per la seva compacitat i un baix consum de material.

Beneficis dels inversors
La comparació dels inversors de soldadura amb dispositius de dissenys alternatius demostra els avantatges convincents d’aquests equips.
- Pes baix no excedint els 10 kg i les dimensions compactes de la majoria de models faciliten el seu emmagatzematge i transport.
- Sense pèrdues de calorgastat en l'escalfament de les bobines va tenir un efecte positiu sobre l'eficiència de l'inversor, que, a més d'altres coses, consumeix aproximadament 1,5 vegades menys energia que un típic transformador o rectificador de soldadura.
- Hi ha un inversor universal àmplia gamma de característiques de sortidaque us permet seleccionar modes, incloses les per soldar acers inoxidables i metalls no ferrosos.
- Fins i tot models per a la llar i el jardí no necessiteu pauses llargues en el treball dels aparells de refrigeració.
- Es disposa d’un convertidor per a soldadura sistema de control senzill Amb un ajustament suau de tots els paràmetres necessaris, que permet fins i tot un soldador principiant aconseguir una alta qualitat de soldadura.
Hi ha inversors i desavantatges, que són un preu relativament elevat i uns requisits estrictes d’emmagatzematge i operació. Són sensibles a la pols, a la humitat excessiva ia les baixes temperatures.
Classificació
In finalitats de producció S'utilitzen diversos tipus d'inversors que difereixen en les seves funcions funcionals:
- per a la soldadura manual per arc elèctric (MMA);
- per a la soldadura amb argó amb elèctrode de tungstè;
- per a la soldadura semiautomàtica en una atmosfera de gasos inerts o actius (MIG / MAG);
- dispositius semiautomàtics per utilitzar en modes MMA i MIG / MAG;
- universal per treballar en diferents modes;
- unitats de tall per plasma d'aire.
En termes de rendiment i especificacions tècniques, els inversors per treballar amb elèctrodes de consum es divideixen convencionalment en tres grans categories.
- Mini-models domèsticsDissenyats per a la llar i el jardí, que disposen dels equips més senzills, són econòmics i serviran per a un ús periòdic.

Soldador inversor WESTER MINI200
- Professionalcapaç de cuinar durant diverses hores al dia, la qual cosa és millor comprar per a la producció, ja que costen 300-400 dòlars cadascun i no es pagaran a casa seva.

Soldador inversor Wester Wz7 400 professional
- Dispositius semi-professionals, ocupant una posició intermèdia entre els dos primers grups, que, si s’utilitzen raonablement, són idonis tant per a la casa com per a un petit taller.
Què cercar quan es compra un inversor
La selecció d’un inversor de soldadura es basa en les condicions de soldadura i en els modes als quals hauria de conformar-se. Primer es va determinar amb tensió d’entrada. La immensa majoria dels dispositius estan dissenyats per a una font d'alimentació de 220 V, però també hi ha models connectats a la xarxa 380 V. En el passaport del dispositiu es designa com a rang admissible: 220V + 15% - 30% o 160-240V. En zones rurals amb freqüents caigudes de tensió, això pot ser important.
La característica més important del mode de soldadura és el corrent de soldadura: depèn directament del gruix de les parts soldades i del diàmetre dels elèctrodes utilitzats.. En l'àmbit domèstic, rarament cal cuinar productes de més de 10 mm. En aquest cas, és millor triar un inversor capaç de lliurar un corrent de 160-180 A. Quan es solden planxes d'acer al carboni amb un gruix de fins a 20 mm, cal confiar en 200 A. Les unitats més potents només s'han d'adquirir per a tallers especialitzats. El mètode de configuració també és important. La possibilitat d’un control suau, a diferència de la discreta, sempre és preferible per aconseguir una costura d’alta qualitat.
S'associa la facilitat d’encès del arc de soldadura voltatge al ralentí. Per a la majoria de models, es troba en el rang de 40 a 90 volts. Com més gran sigui aquesta xifra, més fàcil serà cuinar.
Amb un ús intensiu, té un gran impacte en el rendiment de la unitat percentatge de temps al màxim de correntdenotat per PV. Un bon dispositiu hauria de tenir un indicador a un nivell no inferior al 70%. Això significa que durant el cicle de producció de 10 minuts, 7 es poden bullir a plena càrrega i s'han de gastar 3 minuts en substituir l'elèctrode, netejar la costura i refredar el dispositiu.
Funcions addicionals implementades en inversors de soldadura
L’ús del control de microprocessador d’un equip inversor amb retroalimentació eficaç us permet implementar opcions addicionals que faciliten el procés de soldadura. Aquests han d’incloure:
- arrencada en calent, proporcionant un augment de tensió a curt termini en el període inicial de soldadura, cosa que facilita la crema de l’arc;
- anti-enganxament, reduint dràsticament la càrrega quan l’elèctrode es toca accidentalment per les vores soldades, evitant així la soldadura de l’elèctrode, que és un problema comú per als principiants;
- augment de l’arc, eliminant l'adherència de l'elèctrode en la separació de la mateixa d'una gran gota de metall fos a causa d'un augment a curt termini de la intensitat de corrent.
Totes aquestes propietats de les màquines de soldadura inversora tenen un efecte positiu en la conveniència de treballar amb ells i de la qualitat de les costures.
/rating_off.png)