Miten automaattinen hitsauskone toimii
Hitsauslaitteiden markkinoilla hitsaus- puoliautomaattisten laitteiden kysyntä kasvaa edelleen vuosittain. Tämä johtuu niiden ilmeisistä eduista: kohtuuhintaisia, monenlaisia käyttötapoja, helppokäyttöisyyttä ja toimintaa. Aloittelijan mestari ei kuitenkaan aina pysty selvittämään, miten käyttää puoliautomaattia oikein. Ensimmäinen asia, joka sinun on tiedettävä, on laitteen yksikkö ja toimintaperiaate sekä tärkeimmät suositukset hitsausjohdon valitsemiseksi.
Sisältö
Puoliautomaattisen laitteen laite ja toimintaperiaate
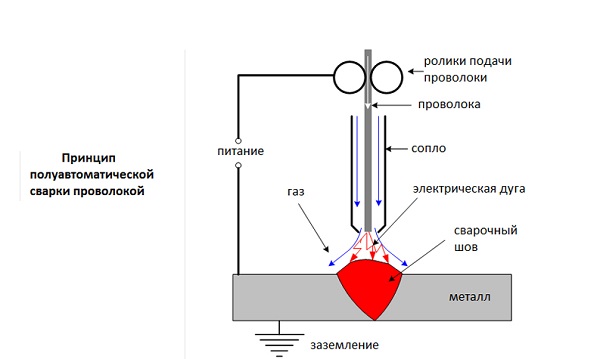
Puoliautomaattisen hitsauskoneen päätarkoitus on kaarihitsaus sulatuselektrodilla, joka puhalletaan suojakaasulla. Laitetta käytetään yhdistämään matalan seostetun ja vähähiilisen teräksen, sekä pitkän että ajoittaisen sauman.

Tämä laite on suunniteltu toimimaan suljetuissa, hyvin ilmastoiduissa tiloissa ilman lämpötiloissa -10 ° C - + 40 ° C.
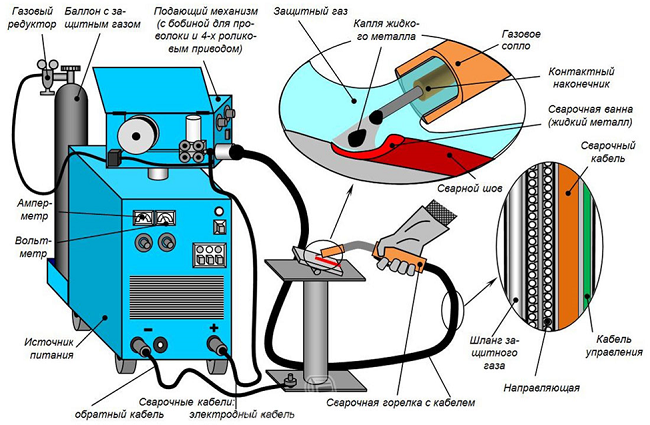
Puoliautomaattinen laite koostuu seuraavat kohteet:
- pääyksikkö tuottaa vaaditun kokoisen hitsausvirran;
- langansyöttöyksikkö;
- hitsauspolttimen, jossa on liitetty kaapeli, jonka kautta virtajohdin kulkee, kaasuletku, ohjauskaapeli ja johdin elektrodille.
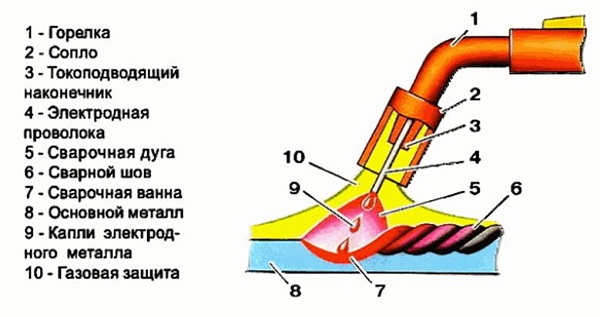
Laitteen toiminnan periaate on seuraava. Kun painat polttimen kahvassa olevaa käynnistyspainiketta, alkaa elektrodilangan (4) syöttö, virta ja suojakaasu suuttimen (2) läpi. Langan virta virtaa johtavan kärjen (4) läpi. Kun se koskettaa perusmetallia, syntyy sähkökaari, joka alkaa sulaa elektrodia. Pohjametallille (8) putoavat elektrodimetallin pisarat muodostavat sauman (6). Samalla hitsauskylpy (7) puhalletaan suojakaasulla (10), joka estää hapen ja typen pääsyn ilmakehän ilmasta. Kaasun suojauksen ansiosta hitsaus on kestävää ja laadukasta.
Puoliautomaattisen laitteen toiminta on mahdollista ilman suojakaasua. Tässä tapauksessa käytetään elektrodilangasta, jossa on erityinen jauhepinnoite. Korkeissa lämpötiloissa tämä pinnoite haihtuu ja tuloksena olevat kaasut suorittavat suojaavan toiminnon hitsausaltaalle.
Elektrodilangan valinta
Elektrodilanka on napsahtava, ilman että hitsauskone ei toimi. Se palvelee erityisellä mekanismilla ja suorittaa elektrodin toiminnan.
Puoliautomaattista hitsausta varten on kaksi materiaaliryhmää:
- kiinteä lanka;
- ytimen elektrodilanka.
Ensimmäistä vaihtoehtoa on yli 76. Mutta useimmiten vain pieni osa niistä käytetään. Jäljellä olevat laitteet ovat erittäin erikoistuneita ja niitä käytetään tuotannossa. Langan valinnassa on otettava huomioon metallin tyyppi, josta rakenne hitsataan. Useimmiten on välttämätöntä kiehua vähähiilisistä ja vähärasvaisista teräksistä käyttäen kuparipinnoitettua ja kuparipinnoitettua viiraa.
Kuparilanka on suosituin hitsaajien keskuudessa korroosionestopinnoitteen takia. Kaikki eivät kuitenkaan tiedä, että kuparin sulatuksen aikana ilmaan tulee haitallinen haihtuminen. Ei-kuparilanka on vaarattomampi ja siinä on korroosionestopinnoite.
Käytetään myös puoliautomaattisissa ydinjohtojoka ei edellytä suojakaasun läsnäoloa kypsennyksen aikana. Elektrodilangalla on erityinen merkintä, esimerkiksi: CB 08G2S. Se tulkitaan seuraavasti:
- SV - hitsattu lanka;
- 08 – tarkoittaa, että hiilen massaosuus työkalun koostumuksessa on 0,08%;
- G - tämä kirje tarkoittaa mangaania, joka on langan koostumuksessa;
- 2 - luku osoittaa, että mangaanipitoisuus on 2%;
- C - tämä kirje osoittaa, että laitteessa on piitä, jos kirjeen jälkeen ei ole numeroa, se sisältää enintään 1%.
Seuraavassa on taulukko, jossa kaikkien hitsauslangan muodostavien lisäaineiden kirjaimet on dekoodattu.
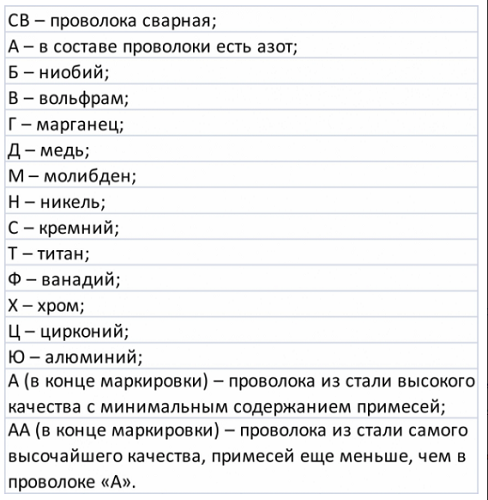
Esimerkiksi taulukon avulla voit poistaa CB-06H21N7BT-merkinnän, joka tarkoittaa: hitsauslanka sisältää 0,06% hiiltä, 21% kromia ja nikkeliä - 7%; Lanka on seostettu kahdella metallilla, niobiumilla ja titaanilla.
Hitsaukseen vähärasvaiset teräkset (tämä on 90% metallin kokonaismäärästä), käytetty johto 08G2S, jonka halkaisija on 0,6 mm. Sitä voidaan käyttää sekä arkielämässä että kehon korjaamisessa. Lisäksi sitä voidaan käyttää yksiköissä, joiden virta on enintään 500A. Ruostumattomien terästen hitsauksessa käytetään johdinmerkkiä Sv01H19N9. Alumiinia ja kuparia keitetään argonalustassa, joka vastaa koostumusta langalle. Alumiini valmistetaan CB-97: n, CB-A85: n ja CB-AMtsin kanssa. Kuparikäyttöisten laitteiden SV-97, CB-A85 ja CB-AMts hitsaukseen.
Elektrodilangan halkaisija valitaan hitsattavan metallin paksuuden mukaisesti.
Puoliautomaattiset hitsaussäännöt
Ensinnäkin, kun aloitat työskentelyn puoliautomaattisella laitteella, liitäntäosien on oltava hyvin puhdistettu maalista ja ruosteesta. Puhdista myös paikka, johon painonauha kiinnitetään.
Kuinka pidät poltinta
Polttimen voi pitää yhdellä kädellä, mutta sauman laatu on parempi, jos käytät molempia. Yksi käsi toimii tukena ja toinen pitää polttimen.

Tällä menetelmällä on helpompi säätää polttimen kulmaa ja etäisyyttä työkappaleesta sekä suorittaa tarvittavat liikkeet laadukkaan hitsin muodostamiseksi. Pidä kädet vapaana, tarvitset käytä hitsausmaskiajoka on kiinnitetty päähän.
Ihanteellinen kulma, kun työskentelet puoliautomaattina, ei ole olemassa. Yleensä samassa tasossa olevien aihioiden liittämiseksi käytetään polttimen kallistus (pystysuorasta asennosta) 15-20 astetta. Liitettäessä osia, jotka ovat kulmassa toisiinsa, käytetään polttimen kallistusta 45 °. Jokainen hitsaaja, jolla on kokemuksen hankkiminen, valitsee itselleen sopivimman työkalukulman, ottaen huomioon eri tilanteet.
Liike-poltin
Korkealaatuisen sauman muodostamiseksi on olemassa monia polttimen liikemuotoja.
- Metallien ollessa 1-2 mm sovellettu aaltoileva siksakiliike. Näin kaari kaappaa molemmat metallilevyt, eikä sillä ole aikaa polttaa sitä. Tämän seurauksena sauma on tiivis ja kestävä.
- Hitsaukseen minkä tahansa paksuuden metallit levitä suora sauma, lukuun ottamatta mitään sivuttaista liikettä. Tässä tapauksessa käyttäjän on kuitenkin oltava tietty kokemus niin, että kun polttimella liikkuu, kaari toimii tasaisesti molempiin liitososiin.
- Jos työ on tulossa alle 1 mm paksuinen metalli, on välttämätöntä vähentää nykyistä lujuutta ja langansyöttönopeutta sekä käyttää pienemmän halkaisijan omaavaa viiraa. Hitsauksen tulisi tapahtua lyhyissä pulsseissa, joiden tauko on noin 1 sekunti. Tarvitaan tauko metallin jäähdyttämiseksi ja seuraavien segmenttien tyhjentämiseksi monoliittiseen saumaan.
- Jos paritat pitkät, ohuet yksityiskohdat, sitten hitsaus suoritetaan lyhyillä segmenteillä tai pisteillä, jotka sijaitsevat tietyllä etäisyydellä. Myös osien muodonmuutoksen välttämiseksi voit valmistaa vuorotellen lyhyitä segmenttejä, joissa on eri osien pääty.
Hitsausnopeus
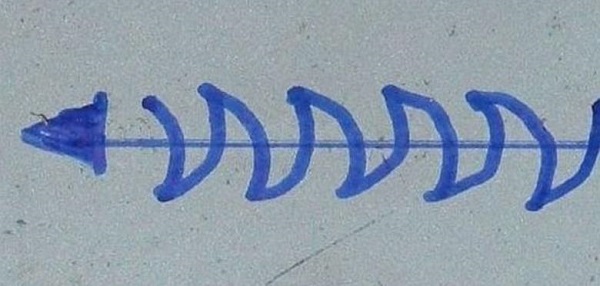
Tämä on sähkökaaren liikkumisnopeus osien rajapintaa pitkin, ja puoliautomaattisen laitteen käyttäjä ohjaa sitä. Työkalun liikkumisnopeuden tulisi vastata kaarijännitettä, langansyöttönopeutta, metallin paksuutta ja vaadittua sauman muotoa. Polttimen suurilla nopeuksilla muodostuu paljon suihkeita, suojakaasu pysyy nopeasti kovettuvassa saumassa ja aiheuttaa siihen huokosten muodostumisen. Polttimen hidas liikkumisnopeus muodostaa materiaaliin liiallisen sähkökaaren, joka voi polttaa sen. Lisäksi, kun muodostetaan massiivisia osia paksu sauma. Seuraavassa kuvassa näkyy, mitä saumat näyttävät eri polttimen nopeuksilta.

Kaasun virtausnopeus
Kaasunsyötön tulisi olla riittävä varmistamaan mukana toimitetun johdon puhallus. Heikko kaasuvirtaus ei ole suojattu hapettumiselta. Mutta jopa suurilla virtausnopeuksilla suoja ei riitä esiintyminen turbulenssi. Kaikki nämä poikkeamat normista tekevät saumasta huokoisen ja hauras. Siksi on erittäin tärkeää saavuttaa sujuva kaasun syöttö, jotta virtaus ei aiheuta turbulenssia ja suojaa täysin hitsauspaikkaa.
Langan pituus
Johto, ennen kuin se koskettaa metallia, on poistuttava kärkeen 6-13 mm. Tästä arvosta riippuu tämän elektrodin kestävyys ja lämpötila. Mitä vahvempi on langan ulottuma kärjestä, sitä pienempi on kaaren koko. Tämän seurauksena sauma on paksua ja kapeaa, ja sen tunkeutuminen metalliin on vähäistä. Jos työkalun pituus pienenee, kaaren tunkeutuminen metalliin kasvaa ja sauma tulee ohuemmaksi ja leveämmäksi.
polaarisuus
Hitsauslaitteiden polariteetilla tarkoitetaan virtaussuunta sen piirissä. Suoralla napaisuudella johtimelle syötetään negatiivinen varaus, ja hitsattuun osaan kohdistetaan positiivinen varaus. Käänteinen polariteetti on päinvastainen: lanka on plus, ja työkappale on miinus.
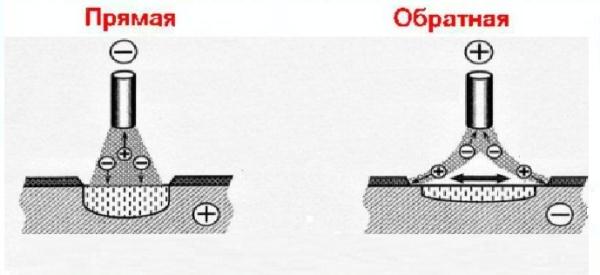
On tärkeää! Työskenneltäessä ilman suojakaasua virtausputki käyttää suoran napaisuuden menetelmää ja kaasulla - päinvastainen napaisuus.
Ääni hitsauksen aikana
Hitsausäänien kuunteleminen on tärkeää erityisesti aloittelijoille oppimisen aikana. Oikea ääni, kun hitsaat puoliautomaattisella laitteella, muistuttaa lihan paahtamisen ääntä. Kun kuulet “hissing-buzzing” -äänen, se tarkoittaa, että nykyisten asetusten, langan ja kaasun syöttönopeuksien välillä on tasapaino. Äänimuutosta laitteen käytön aikana voivat vaikuttaa:
- huono kosketus painonapin ja osan välillä;
- pakastetun suihkun läsnäolo polttimen kärjessä estäen kaasun normaalin virtauksen;
- puhdistettu huonosti hitsauksen ruosteesta tai maali-alueesta.
Työturvallisuustoimenpiteet
Hitsauslaitteiden kanssa tehtävän työn aikana on noudatettava seuraavia turvatoimenpiteitä.
- Hitsaajan on suojattava kehon kaikki osat kuumien metallien roiskeilta. Tätä varten käytetyt työvaatteetkattaa tiiviisti kehon altistuneet alueet sekä suojakäsineet. Vaatteet on valmistettava tiheästä materiaalista, joka kestää kuumien roiskeiden sisäänpääsyn. Vaatteita ei saa missään tapauksessa tehdä synteettisistä kuiduista, jotka altistuvat korkeille lämpötiloille. Tällainen materiaali palaa välittömästi, mikä voi aiheuttaa hitsaajan palovammoja.
- Koska hitsauksen aikana syntyy kovaa ultraviolettisäteilyä, on tarpeen suojata silmät siitä maski sävytetyllä lasilla. Ei niin kauan sitten markkinoilla esiintynyt naamioita, joissa oli ”kameleontti” -lasia, jotka tummenivat kirkkaassa valossa. Myös muut kehon osat on suojattava ultraviolettisäteilyltä.
- Kengät on suljettava, jotta kuumat roiskeet eivät pääse siihen.
- Huoneessa, jossa hitsaustyöt suoritetaan, on oltava pakotettu tai luonnollinen ilmanvaihto (avattavien ikkunoiden läsnäolo). Hitsauksen aikana syntyvien höyryjen ja savun hengittäminen vaikuttaa haitallisesti ihmisten terveyteen.
/rating_off.png)